The cost of weld prep is split across four budgets that nobody adds together: tooling, machine time, labor, and turnover. Add them up and the math gets uncomfortable.
Carbide isn't cheap anymore.
Insert prices have climbed for years. Hard plates eat them faster. It’s a recurring bill most shops have stopped questioning.
Your CNC has better things to do.
A machining center clamping plates one at a time for a V-groove isn’t earning what it costs to own. That’s hours you’re not billing for real work.
Robots can't fix a bad bevel.
A skilled welder compensates. A robot doesn’t. Inconsistent prep produces welds that can fail — and on a forklift or an excavator, “fail” is a liability word.
Nobody wants the angle grinder.
It’s loud, dusty, and the same motion for hours. Put your best guys on it and they leave. Replacing them costs more than the prep ever did.
Robots can't adjust.
Your beveling process has to.
Automated welding changed the rules. Most shops haven't caught up.
A skilled human welder can read a bad bevel and adjust on the fly — more filament here, less there. A robot can’t. It runs the program, follows the line, and produces whatever the prep work tells it to produce. Inconsistent prep, inconsistent weld. On a forklift mast or an excavator boom, that’s not a quality issue. It’s a structural one.
Beveling used to be a side task. It isn’t anymore. It now sits upstream of every automated weld in your shop, and it deserves the same operational standing as the welding itself.
In-House vs. Precision Bevel
The math doesn't work in-house anymore.
Four ways the comparison plays out on your shop floor.
In-house beveling made sense when robots weren’t running your welds and carbide was cheap. Neither is true now. Here’s how each side of the equation actually performs.
In-House Beveling
Precision Bevel
Throughput
One plate at a time on a CNC center, or a worker struggling with an angle grinder for hours.
Many plates at once on a German Gerima FasRapid. Ready for pickup in as little as one business day.
Hard Materials
Milling stainless, Hardox, duplex, and armor plate quickly wears out expensive tungsten carbide inserts.
No inserts required. Our grinding process is material-agnostic; it effortlessly handles any hard material.
Labor Allocation
High hourly rates spent on simple prep work, or floor workers who eventually quit due to the miserable, dusty labor.
Zero wasted man-hours. Reclaim your team's capacity for the high-value manufacturing that earns their wage.
Weld Integrity
Inconsistent hand-ground bevels cause automated robotic welders to fail, leading to potentially catastrophic liability.
Machine-perfect bevels Every plate is robot-ready, ensuring safe welds and shielding you from risk.
Built for beveling. Fully redundant so we're always on schedule.
Most shops don’t outsource beveling because they can’t picture what’s on the other end. So here’s what’s on the other end: two high-performance grinders, imported from Germany, representing over $1 million in dedicated investment. Both run daily to power our throughput — and either one can carry your job if the other ever goes down.
A CNC center clamps one piece at a time. The Gerima FasRapid can bevel up to 12 feet of steel parts at a time. Hence, our superior throughput and efficiency which drives our quick turnaround times.
No carbide. No problem.
The grinding process doesn’t use inserts, so hard plate doesn’t cost more to run. Stainless, Hardox, duplex, armor plate — same process, same price.
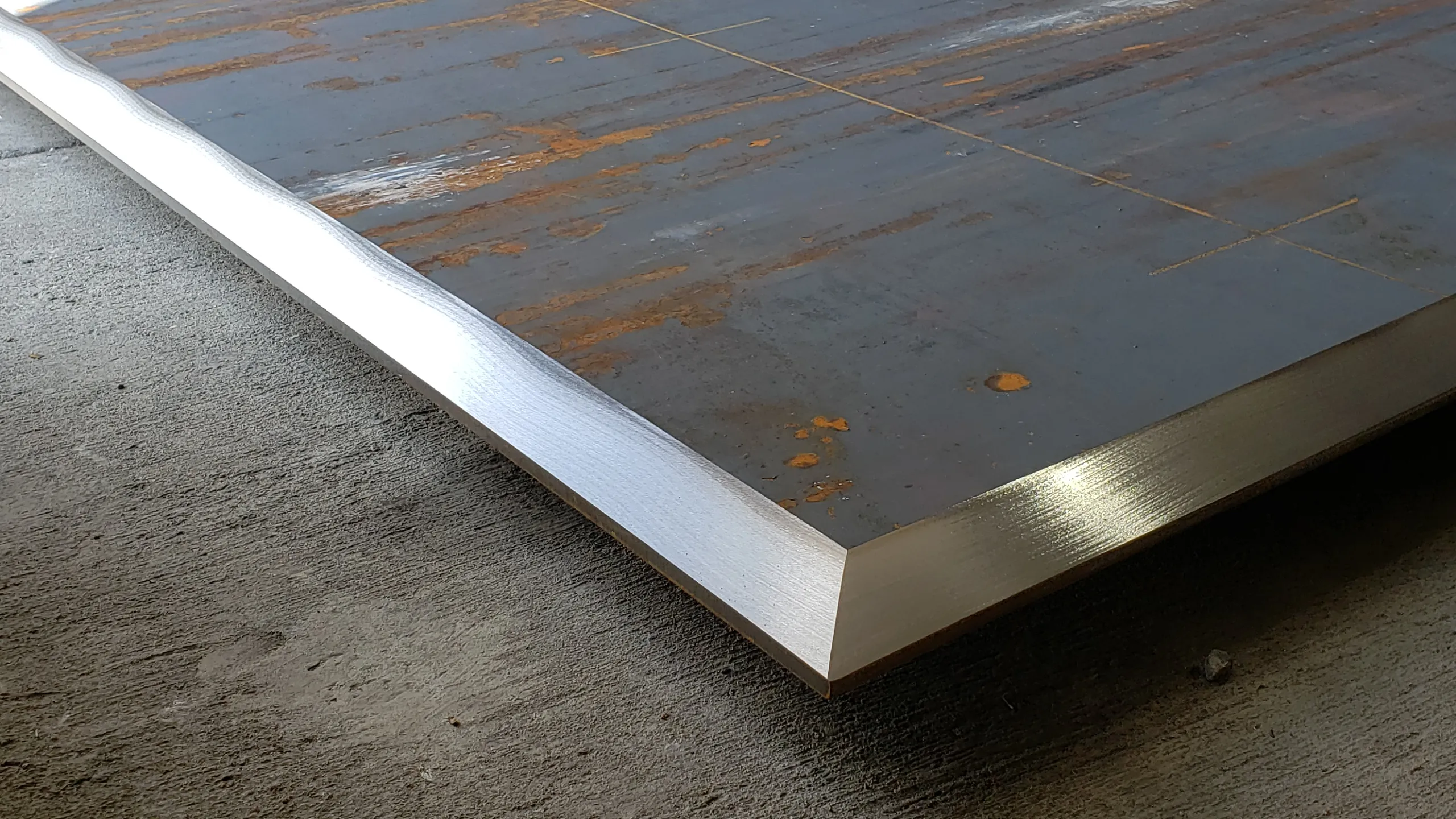
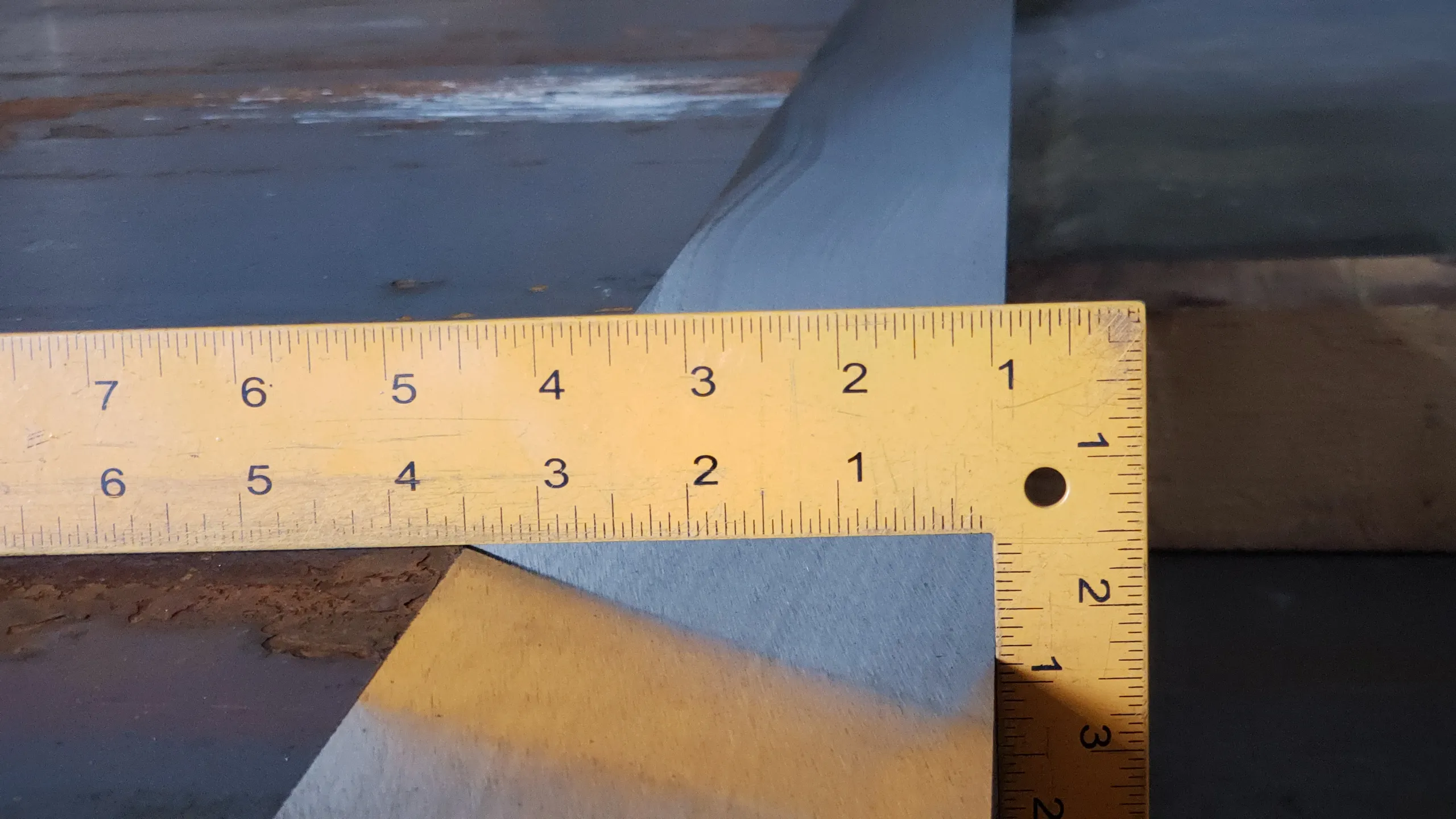
4 inches thick. 0 to 80 degrees.
Plates up to 4 inches thick, bevel widths up to 4 inches wide, angles from 0 to 80 degrees, and effectively no length limit on the plate.
Throughput and redundancy
We have two Gerima FasRapids not just for throughput but also to guarantee a single breakdown would never put our clients’ timelines at risk.
What We Can Bevel
Send your prints — We can probably handle it.
Most jobs fall well within our wheelhouse.
But if you’d like to check our specs before you send your prints, here’s a quick reference.
We safely process heavy plates up to 4 inches thick.
Length:
We process up to 12 ft. long parts in one clamping. Longer parts can be indexed through the machine multiple times, so 20 ft. long pieces or longer are well within our capabilities.
Angles:
We can apply angles anywhere from 0 (facing) to 80 degrees.
Our "Material Agnostic" Advantage
Because our process completely bypasses the need for carbide inserts, we effortlessly bevel materials that would otherwise chew through carbide inserts.
We specialize in:
Standard Carbon Steel
Stainless Steel (Ideal for food, chemical)
Armor Plate (For defense and heavy industrial applications)
We need exact specs — angles, thicknesses, material grade. If anything on the print is unclear, we'll call before we cut. No guessing on our end, no surprises on yours.
Step 2
Get the plates to us.
You arrange the freight to Burlington, KY or have your material supplier drop ship directly to us to cut a leg of freight.
Step 3
Days later, you have them back.
We'll notify you when your parts are beveled so you can arrange pickup back to your facility or have them sent straight to your end-customer. Your call.
Logistics
Centered in the manufacturing heartland
— and a day's drive from your shop floor.
From our Cincinnati area facility, almost every heavy manufacturer in the eastern U.S. is within a single day’s freight transit.
One day on the truck.
We’re 15 minutes from Cincinnati. Our 500-mile radius covers the Midwest, Great Lakes, Mid-Atlantic, and upper Southeast. Anywhere inside the circle, your parts are on our floor in a day.
Who We Work With
The companies who already trust us.
When a steel processors like Ryerson, O’Neal, or Steel Plate send us their materials, it’s because they’ve already done the math. Same with Crown, who needs flawless bevels every time.
Before You Send Us Anything
A few words on what we don't do.
To protect your timeline as much as ours.
Do you buy or warehouse steel?
No. We don’t buy steel, we don’t store it, and we don’t broker it. You source the material; we bevel it. Trying to be a materials vendor would distract from what we’re best at, beveling.
What materials don't you bevel?
No sheet metal. No wire, tube, pipe, or round stock. If it can be wound on a coil, it’s not for us.
Who handles shipping?
You do. We’ll receive plates from your facility or your material supplier — but the trucking, freight terms, and bill of lading are yours to arrange.